
Abstract
Nanoparticles are widely used in various industries, including the polymer industry, due to their small size and unique properties. These particles play an important role in the production of high-performance polymer products by improving the properties of polymers. In this article, we first introduce nanoparticles and their properties, then refer to the application of nanoparticles in the polymer industry and their effect on the properties of polymer products, and finally, the challenges in the use of nanoparticles are examined.
1. Introduction
Nanomaterials are materials that have at least one dimension in the nanometer scale (usually between 1 and 100 nanometers). Due to their small size and large surface area, these materials have unique physical, chemical, and biological properties that differ from materials on a larger scale. Nanoparticles have been unconsciously present in human artifacts for thousands of years, but their scientific concept has developed in recent decades. For example, the Romans in the 4th century AD used gold and silver nanoparticles to create colored effects in glass goblets such as the Lycurgus Goblet. In the 19th century, scientists such as Michael Faraday conducted the first scientific research on nanoparticles by experimenting with gold colloids. In 1959, Richard Feynman, with his lecture entitled “A lot of space in the low levels”, paved the way for the development of nanotechnology, and extensive research on nanomaterials began in the 1980s with the development of the scanning tunneling microscope (STM).
< 0 >Figure 1: Showing the dramatic increase in surface area to volume ratio with decreasing particle size at the nanoscale
There are many types of nanomaterials that can be classified based on their composition and structure. These include metal nanoparticles, metal oxides, polymer nanoparticles, quantum dots, and carbon nanoparticles such as fullerenes and graphene. Each of these materials has its own characteristics and applications. For example, metal nanoparticles such as gold and silver are widely used in the fields of catalysis, medicine, and electronics due to their optical and antimicrobial properties.
Nanoparticles can also be divided into three categories based on their dimensions: zero-dimensional nanoparticles, all of which are on the nanometer scale, such as quantum dots, which are used in sensors and photodiodes; one-dimensional nanoparticles, two of which are on the nanometer scale and one of which is beyond the nanoscale, usually in the form of nanowires and nanorods, which are used in electronics and energy storage; and two-dimensional nanoparticles, one of which is on the nanoscale and two of which is beyond the nanoscale, such as graphene and graphene oxide nanosheets, which are used in batteries, displays, and lightweight materials due to their excellent mechanical and electronic properties. Three-dimensional nanoparticles refer to materials that have none of their overall dimensions on the nanoscale. These materials include nanocomposites and nanostructured bulk materials.
< 0 >Exhibit 2: Types of nanoparticles based on shape
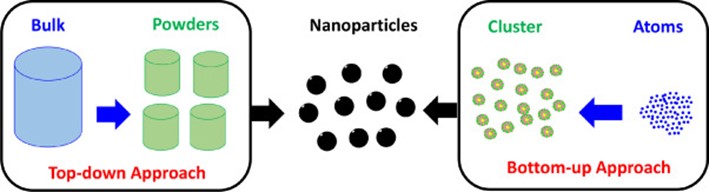
Nanoparticles are produced in two main ways: top-down and bottom-up (Figure 3). In the top-down method, bulk materials are transformed into nanometer-sized particles using techniques such as milling or lithography. In the bottom-up method, nanoparticles are built atom by atom or molecule by molecule through chemical reactions or self-assembly processes.
2. Application of nanoparticles in industry:
Nanoparticles have a wide range of applications in various industries due to their unique properties. For example, in the medical field, nanoparticles play an important role in drug delivery, imaging, and disease diagnosis. Due to their small size, these particles have the ability to penetrate cells and tissues of the body and can deliver drugs to specific cells, such as cancer cells, which reduces damage to healthy cells in the body (Figure 4). Nanoparticles are also used in molecular imaging and genetic sequence detection. Other applications of nanoparticles in medicine include gene therapy, repairing damaged tissue, and making composite resin materials for teeth.
< 0 >Figure 4: Use of magnetic nanoparticles in the treatment of cancer cells
In the electronics industry, nanoparticles help to miniaturize devices. Using these materials, electronic components can be manufactured with much smaller dimensions, without reducing their efficiency or performance. This technology leads to an increase in the speed of computers, an increase in the capacity of hard drives and portable memories. Also, the use of nanotechnology in computer screens and computer chips leads to high energy efficiency and higher operating speed in electronic devices. In environmental science, nanoparticles are used to purify water and decompose pollutants. These particles can effectively remove hazardous pollutants from water and make the environment cleaner. Also, nanoparticles play an important role in environmental protection by helping to biodegrade pollutants. In the textile industry, nanoparticles are used to produce fabrics with special properties. These fabrics can be waterproof, germicidal, UV-resistant, and static-resistant. These features make the fabrics more durable in various environmental conditions. In the polymer field, the use of nanoparticles is very important because these materials can significantly improve the intrinsic properties of polymers and create advanced materials with superior performance. Nanoparticles, with their very small structure and dimensions, have a high surface area that allows for strong interaction with polymer chains. This feature can lead to improved properties such as mechanical strength, thermal resistance, gas permeability, and flame resistance. Also, the addition of nanoparticles can add new properties such as electrical conductivity or antibacterial properties to polymers. These capabilities have led to polymer nanocomposites being widely used in advanced industries such as automotive, packaging, electronics, etc. and playing a significant role in the development of innovative and sustainable materials.
A few more examples of the use of nanoparticles in polymers:
• Clay nanoparticles in polyamide: Increased thermal and mechanical resistance for use in automotive parts such as engine covers and fuel tanks.
• Zinc oxide nanoparticles in polyethylene: creating antibacterial properties in the production of food packaging films.
• Silicon dioxide nanoparticles in polyurethane: increasing abrasion resistance and improving durability in industrial flooring and protective coatings.
• Carbon nanotubes in polycarbonate: improving electrical and thermal conductivity for the production of electronic equipment and electromagnetic shielding.
• Iron oxide nanoparticles in polyvinyl alcohol (PVA): Production of biocompatible magnetic materials for use in drug delivery and targeted imaging in medicine.
• Carbon black nanoparticles in rubber: improving wear resistance and extending the life of car tires.
• Silver nanoparticles in polypropylene: creating antibacterial properties in the production of medical equipment and food packaging.
• Clay nanolayers in polyethylene terephthalate (PET): reducing gas permeability and improving strength for use in beverage packaging.
3. The effect of nanoparticles on the properties of polymer products:
Adding nanomaterials to polymer matrices creates or enhances valuable properties, a few of which are briefly discussed below.
1.3. Improvement of mechanical properties:
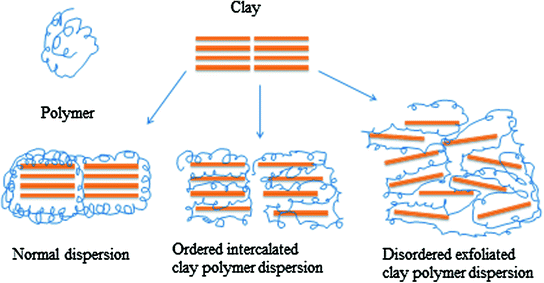
Nanoparticles improve tensile strength, elastic modulus, and impact resistance by creating stronger bonds in the polymer matrix and surface interactions with the polymer chains. These nanoparticles can be used to make highly advanced composite materials that are lightweight and high-strength. For example, carbon nanotubes in epoxy polymers create composite materials that are used in aircraft fuselages, wind turbine blades, and lightweight sports equipment such as golf clubs. In addition, layered clay nanoparticles create layered structures in polymers, increasing their ability to withstand pressure and tensile forces.
2.3.Increase in thermal resistance:
Metal oxide nanoparticles, such as aluminum oxide and titanium oxide, increase the thermal degradation temperature of the polymer, providing greater stability at high temperatures. This property is critical in industries such as automotive, where plastic parts must be used near engines and hot parts. For example, polypropylene reinforced with titanium oxide nanoparticles is very useful for making automotive parts that need to withstand high temperatures.
3.3. Reducing the permeability of gases and liquids:
Layered nanoparticles such as nanoclay and graphene create a tortuous path for gas or liquid molecules to penetrate polymers (Figure 5). This property is very important in the production of suitable packaging for food and pharmaceuticals, which can greatly increase the shelf life of the product by preventing the penetration of oxygen or water vapor. For example, PET plastic bottles reinforced with nanoclay nanoparticles in beverage packaging significantly increase the shelf life and freshness of the product. This property is also used in the manufacture of fuel tanks for cars to prevent gas permeability.
4.3.Increase in flame resistance:
Flame retardant nanoparticles prevent the spread of fire through various mechanisms. Some of these nanoparticles, such as aluminum hydroxide, release water when heated, which cools the polymer surface and reduces flammability. On the other hand, graphene nanoparticles, by forming a heat-resistant carbon layer on the polymer surface, prevent oxygen from reaching the material. These polymers are used in the production of electrical insulation materials, fire-resistant electrical cables, and building coatings.
5.3. Improving electrical and thermal conductivity:
Adding conductive nanoparticles to polymers can open up new applications. For example, polymers reinforced with carbon nanotubes or graphene are used to make flexible solar panels and smart sensors. In the automotive industry, these materials are used to make interior car heaters that are lighter and more cost-effective than metals. In addition, the thermal conductivity of polymers containing copper or graphene nanoparticles plays a key role in applications such as batteries or electronic equipment.
Silver nanoparticles, zinc oxide, and copper oxide inactivate microorganisms by releasing active ions. Packaging containing silver nanoparticles can prevent the growth of microbes in food and increase shelf life. In the medical industry, antibacterial polymers are used to produce equipment such as catheters and surgical gloves. Coatings containing oxide nanoparticles are also used in refrigerators, air filters, and water purifiers.
7.3. Facilitation of production processes:
Nanoparticles can optimize manufacturing processes by adjusting the rheological properties of polymers. For example, adding silica nanoparticles or nanoclay to polymers reduces mold adhesion and improves the quality of manufactured parts. This property is of great importance in the production of complex and sensitive parts, such as electronic components or medical devices. In addition, nanoparticles can increase the speed of manufacturing processes, such as plastic injection or extrusion, and reduce energy consumption.
4. Challenges of using nanoparticles:
Although nanoparticles have been widely used in improving the performance of materials due to their unique properties, their use is also accompanied by challenges and dilemmas. One of the most important challenges is the production on an industrial scale while maintaining uniform quality and reasonable economic costs, as the technology for producing nanoparticles is often complex and expensive. In addition, the uniform dispersion of nanoparticles in a polymer matrix without agglomeration or particle aggregation is a key issue that affects the final properties of the product. From a safety and environmental perspective, the toxicity of nanoparticles has raised concerns for humans and the environment, as very small particles can easily enter the body through inhalation, skin, or the food chain, causing adverse health effects. Also, the recycling of materials containing nanoparticles and their waste management are challenging due to their complex structure and small size. Therefore, further research into biotoxicity, environmental sustainability, and safe and cost-effective technologies for the production and use of nanoparticles is necessary to sustainably exploit this technology.
Conclusion:
The incorporation of nanoparticles into polymers has revolutionized materials science by providing solutions to enhance key properties such as strength, durability, thermal stability, gas permeability, etc. These advances provide diverse opportunities for their application in various industries including aerospace, automotive, medical, and packaging. The unique properties of nanoparticles, such as their high surface area and ability to interact with the polymer matrix at the molecular level, enable the creation of advanced composite materials that perform better than traditional polymers. Despite the many advantages of using nanoparticles in polymers, there are challenges such as uniform distribution of nanoparticles in the polymer matrix, limitations in production, and concerns about their environmental impacts and toxicity, which necessitate continued research to address these issues and discover new methods to optimize the performance of nanoparticles.
References:
Alagarasi, A. (2010). Introduction to Nanomaterials. In T. K. Chinnappan (Ed.), Nanomaterials and Their Applications (pp. 1-26). American Scientific Publishers.
Ray, S. S., & Okamoto, M. (2003). Polymer/layered silicate nanocomposites: A review from preparation to processing. Progress in Polymer Science, 28(11), 1539-1641.
Ajayan, P. M., Schadler, L. S., & Braun, P. V. (2003). Nanocomposite Science and Technology. Wiley-VCH Verlag GmbH & Co. KGaA.
Paul, D. R., & Robeson, L. M. (2008). Polymer nanotechnology: Nanocomposites. Polymer, 49(15), 3187-3204.
Zhu, Y., & Xu, C. (2005). Applications of Nanomaterials in the Polymer Industry. Journal of Nanoscience and Nanotechnology, 5(10), 1569-1580.
Koo, J. H. (2006). Polymer Nanocomposites: Processing, Characterization, and Applications. McGraw-Hill Education.
Content compiler: Zahra Davat-Gari
Scientific Editor: Dr. Mehrnaz Bahadori